
Un assemblage réussi ne tient pas du hasard ni de la chance du débutant. Les métaux réagissent à la chaleur selon leur nature, leur structure et l’épaisseur des pièces à souder. Choisir la bonne baguette pour la brasure à gaz revient donc à comprendre ces paramètres et à adapter sa méthode. Face au cuivre, deux options s’offrent à vous : la soudure dite “douce” à l’étain, ou la soudure “dure” au cupro-phosphore. Pour l’une, une simple lampe à souder suffit ; pour l’autre, il faudra sortir l’artillerie lourde avec un chalumeau oxyacétylène.
Une soudure douce ou une soudure dure ?
Le cuivre règne en maître sur les installations d’eau. Dans ce contexte, vous pouvez opter pour la soudure douce ou la version dure, chacune ayant ses adeptes. Mais place au gaz : dès qu’il s’agit de gazoducs, la liberté n’est plus de mise. Les réglementations de sécurité imposent la soudure dure, sans discussion possible. L’enjeu : garantir une résistance et une étanchéité à toute épreuve.
Soudure avec une lampe à souder

Pour une soudure à l’étain, la température de travail se situe entre 90 et 450 °C. Attention : bannissez le mélange plomb/étain, parfois appelé métal blanc, des installations d’eau potable. Le plomb, toxique, n’a rien à faire dans le parcours de l’eau, une simple ingestion suffit à représenter un risque pour la santé. Privilégiez les kits spécifiques cuivre-étain conçus pour les réseaux d’eau domestiques.
Souder un tube cuivre à l’étain ? Un brûleur monogaz ou une lampe à souder suffit, le point de fusion de l’étain étant relativement bas. Ces outils se connectent directement à des cartouches jetables (propane, butane ou mélange des deux). L’opération reste accessible, à condition de respecter la température et le protocole.
Soudure douce : mode d’emploi
Pour réussir, ciblez une température idéale de 450 °C, même si fondre l’étain ne réclame parfois pas plus de 270 °C (son point de fusion étant précisément 231,9 °C). Voici les étapes à respecter pour un résultat fiable :
- Appliquez le décapant (ou liant cuivre/étain) sur la zone à assembler.
- Pré-étamez les deux parties que vous souhaitez emboîter.
- Insérez le tube dans la partie femelle du raccord, tout en maintenant la chauffe pour garantir la continuité de la brasure.
- Assurez une bonne répartition du métal fondu pour une étanchéité parfaite.
- Avant que la soudure ne refroidisse, passez un chiffon humide sur la jonction.
Une fois l’opération terminée, le joint cuivre-étain offre une homogénéité et une robustesse appréciables.
Chalumeau simple gaz ou oxyacétylène : la brasure forte

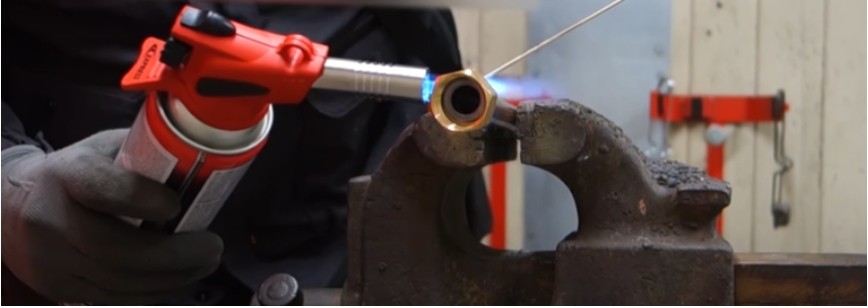
La brasure forte s’impose comme la méthode préférée des professionnels. Elle se pratique à des températures bien plus élevées : entre 700 °C et 875 °C. Plusieurs solutions existent : torche monogaz optimisée pour le propane, chalumeau bi-gaz, ou, pour ceux qui recherchent la performance maximale, lampe à oxyacétylène.
Le chalumeau à oxyacétylène combine oxygène et acétylène, générant une flamme qui dépasse les 3 000 °C. Cet outil, réservé aux utilisateurs expérimentés, sert non seulement pour le cuivre, mais aussi pour d’autres métaux comme le zinc ou le plomb.
Pour braser le cuivre, il existe plusieurs types de baguettes :
- Baguettes cupro-phosphore nues ou auto-détachables, parfois associées à un décapant adapté. Pour ces dernières, la température requise oscille entre 715 et 900 °C.
- En cas d’assemblage cuivre-laiton, privilégiez une brasure à base d’argent, avec ou sans revêtement de décapant. La température doit rester sous contrôle, le laiton fondant à une température plus basse que le cuivre.
Pour choisir la baguette adaptée, il faut donc analyser la nature des métaux à unir, l’environnement et les contraintes d’utilisation. Un artisan confronté à un raccord cuivre-laiton dans une vieille installation optera pour une brasure argent afin d’éviter toute mauvaise surprise à la chauffe. Sur un réseau d’eau neuve, la brasure étain reste la référence.
Au final, chaque soudure raconte une histoire de précision, de choix techniques et de respect des règles invisibles. Face à la flamme, chaque geste compte. La réussite se joue dans le détail : température contrôlée, baguette adaptée, décapant choisi à bon escient. À la clé, une soudure qui ne trahit jamais son créateur.

